
采煤工况呈多样性、环境复杂恶劣,采煤机在地质条件复杂的采煤机工作面上,齿轨轮通过与刮板运输机销排的啮合带动采煤机在刮板运输机上的往复运动,以实现采煤机的割煤及装煤工作。齿轨轮传动系统属低速重载的开式传动,润滑条件差,粉尘严重。
因此,采煤机在工作中经常发生失效,致使采煤机无法正常行走,影响正常生产,所以研究采煤机齿轨轮的失效原因,采取合理的预防措施,以提高采煤机齿轨轮传动的可靠性,对齿轨轮质量的改进及提高具有重要的指导意义。
采煤机齿轨轮在使用过程中,经常发生断裂失效、磨损失效、剥落失效、变形失效,且经常是以上两种或多种的复合失效。
在断裂失效方面,齿轨轮的断裂部位经常发生在齿轮节圆与齿根的交界处,断口比较齐平,一般断口呈现一次脆性断裂特征,同时伴有齿面节圆部位的磨损,如图1、图2所示。

在磨损方面,齿轨轮属开式传动,环境恶劣,常见为磨粒磨损,齿面及齿顶经常被磨光,如图3、图4所示。


在变形与剥落方面,齿轨轮在使用过程中经常受到冲击载荷,表面的硬化层已剥落,随着硬化层的严重剥落,轮齿宽度变窄,易发生弯曲变形,如图5、图6所示。


图6 轮齿剥落变形
采煤机齿轨轮与销排之间的啮合属开式传动,适用于低速、重载、粉尘多、润滑差的工作环境,从理论上分析,这种传动属非共轭啮合,其传动比不恒定,特别是在销排与销排连接处有突变,会使齿轨轮出现卡死现象,弯曲应力瞬间增大,严重时就可能导致齿轨轮非正常断齿。采煤机工作时,由于齿轨轮与销排为非共轭啮合传动,随着啮合点的变化,压力角和法向力都是变化的,牵引力也是变化的,当遇到较大的冲击载荷或其他原因造成齿轨轮上所受的力超过材料的强度时,就会引起轮齿的断裂。齿轨轮与刮板运输机的销排采用近似齿条啮合原理实现采煤机前进,导向滑靴对采煤机起着导向及支撑作用,因采煤机自重大,导向滑靴在使用过程中,其内表面与销排表面发生滑动摩擦,故易使导向滑靴发生磨损,当导向滑靴上表面磨损过量且没有得到修复时就会导致采煤机下沉,造成齿轨轮中心与销排啮合线距离变小,致使齿轨轮干涉或断齿。齿轨轮的齿形对齿轨轮传动具有很重要的作用,如果设计不合理,不但影响齿轨轮寿命,而且会影响采煤机运行时的稳定性和刮板运输机销排的使用寿命,目前,采煤机齿轨轮齿形主要分为渐开线型和摆线型。渐开线型分为准渐开线和纯渐开线型;摆线型主要分为摆线型和准摆线型,据相关资料分析,详见表1,从传动效果由好向坏的排列次序为摆线型、准摆线型、渐开线型。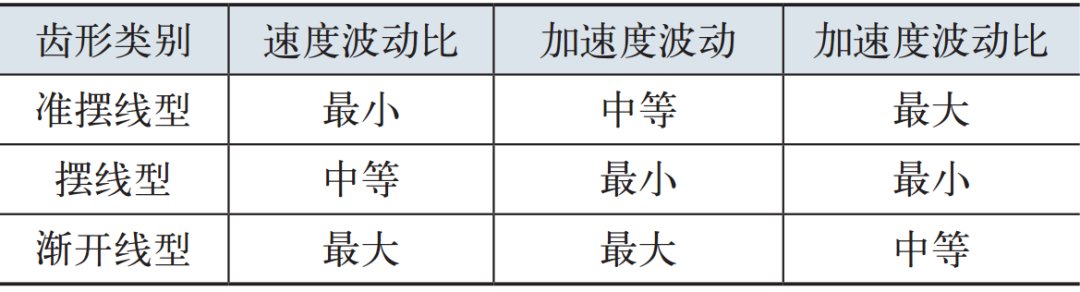
采煤机使用工矿恶劣,齿轨轮与销排啮合过程中有煤粉及矸石粉,属无润滑的开式传动,同时,采煤机有时还要过断层,切割矸石,或者齿轨轮过销排的连接处及随着销排磨损节距的变化,齿轨轮经常受到较大的冲击载荷,且瞬时尖峰荷载可高达额定功率的数倍,因此要求齿轨轮的材质不仅有好的耐磨性,又要良好的耐冲击性能,即要求齿轨轮有高的接触疲劳强度、弯曲疲劳强度及承载能力,根据齿轨轮的实际使用状况,一般选择wC=0.10%~0.25%高淬透性低碳合金钢,以保证齿轨轮心部有足够的韧性与塑性,经表面渗碳淬火后,获得良好的耐磨性,以满足重载服役的条件,另外要考虑材料的购买成本及工艺制造成本。齿轨轮使用条件决定了其表面要耐磨,心部韧性好,现在目前齿轨轮选用的材质为低碳合金钢20Cr2Ni4A、18Cr2Ni4WA、17Cr2Ni2MoA等,常用热加工工艺为:锻造→正回火→渗碳淬火。其常见的热处理组织缺陷为粗大锻造组织遗传、内氧化、表面存在非马氏体组织、粗大碳化物、粗大马氏体及大量残留奥氏体等。这些不良组织缺陷会导致齿轨轮的冲击韧度、耐磨性、弯曲疲劳强度降低,易使齿轨轮发生早期失效。首先,采用三维模拟软件,设计合理的齿轨轮齿形,比如,经有限元建模分析,模数为40mm的齿轨轮宜采用摆线型,它的速度波动比、加速度波动、加速度波动比最小,使齿轨轮与销排的啮合更稳定;其次,改变销排的连接方式,提高销排的加工精度,减小销排的加工尺寸误差,降低销排连接处的节距变化,设计合理的浮动销排,利用浮动销排调节节距的作用,使销排与齿轨轮啮合的实际中心距接近恒定,使两者啮合趋于更加平稳,减少齿轨轮的冲击载荷,防止齿轨轮卡死;最后,及时更换已磨损的导向滑靴,导向滑靴的磨损使采煤机下沉,造成齿轨轮中心与销排啮合线距离变短,致使齿轨轮发生干涉,从而发生早期断裂失效。齿轨轮主要是低速重载,使用环境恶劣,一般尺寸较大,且受冲击载荷,根据齿轨轮的实际情况,一般选择合金渗碳钢,不仅要考虑齿轨轮渗碳淬火后齿面及心部力学性能满足低速重载的服役条件,还要考虑钢种的热处理工艺周期及成本。目前,齿轨轮材质主要有20Cr2Ni4A钢、18Cr2Ni4WA钢、17Cr2Ni2MoA钢等,它们的共性就是淬透性较好,均属高合金渗碳钢;在材质的力学性能、淬透性方面分析,18Cr2Ni4WA钢综合力学性能最好,适合制造尺寸较大的齿轨轮,且弯曲疲劳强度及耐磨性最好;在材质的市场价格方面,18Cr2Ni4WA钢的价格最高;在热处理工艺成本方面,17Cr2Ni2MoA周期短,成本最低,因此,要结合齿轨轮的尺寸及使用条件,选择合适的齿轨轮材质,同时,对所选材质的非金属夹杂、带状组织、低倍组织进行合理的要求,以提高齿轨轮的使用寿命。首先,要严格按照锻造工艺,选择合理的锻造比及锻造流线,以获得均质及最优化的齿轨轮锻造流线,制定合理的始锻及终锻温度,采取复杂的预备热处理,消除粗大的锻造组织及混晶组织,防止组织遗传,以避免在随后的渗碳淬火过程中产生粗大的马氏体及异常组织,降低齿轨轮的冲击韧度。其次,采用合理的渗碳淬火工艺,使表面渗碳层碳浓度在0.85%~1.00%,渗层中马氏体及残留奥氏体级别为2~3级,表面内氧化层级别为1~3级,晶粒度级别为7~8级,以得到合适的有效硬化层深度及心部硬度,这样,就会有效提高齿轨轮的接触疲劳强度、弯曲疲劳强度、过载承载力,使齿轨轮最终获得更高的使用寿命。总之,齿轨轮是采煤机的易损件,应依据其失效原因,采用合理的齿形设计、选材、加工及热加工工艺,以提高齿轨轮的使用寿命。
来源:金属加工
点我访问原文链接
